


Introduction
Valve Sand Casting Process: Complete Factory Overview from Pattern to Finished Parts
Sand casting is one of the most widely used manufacturing processes for producing valve bodies, pump housings, and complex industrial components. It offers excellent flexibility in material selection, cost efficiency, and the ability to manufacture both small and large-scale parts.
In this article, we provide a complete overview of the valve sand casting process inside our factory, covering every step from pattern making, molding, core production, pouring, cooling, to finishing and inspection.
Whether you are sourcing custom valve components or evaluating manufacturing capabilities, this guide gives you a clear understanding of how high-quality sand castings are produced.
1. Pattern & Tooling Preparation
Pattern making is the first step in the sand casting process. A pattern is a replica of the final valve component and is used to form the mold cavity. Patterns are typically made from wood, metal, or resin materials depending on production volume and precision requirements.
High-quality patterns ensure dimensional accuracy, proper shrinkage allowance, and smooth mold formation, which are essential for producing defect-free castings.


2. Molding Line (Sand Molding Process)
In the molding stage, the pattern is placed inside a molding box, and sand is compacted around it to form the mold cavity. The mold is typically divided into two halves (cope and drag), allowing easy removal of the pattern and preparation for pouring.
Advanced molding techniques improve mold strength, surface finish, and dimensional consistency, ensuring stable production quality across batches.

3. Core Making Process (Sand Core Production for Casting Internal Cavities)
Sand cores are used to create internal cavities in valve castings, such as flow channels and hollow structures. Depending on the product requirements, different core-making methods such as shell core or cold box core can be applied.
Modern foundries use automated core-making machines to improve efficiency, reduce labor intensity, and ensure consistent core quality, which directly impacts the final casting performance.




Shell core machines and manual finishing processes ensure precise internal cavities for valve castings.
These core making processes are widely used in hydraulic valve production, where internal flow channels require high precision. You can also explore our actual projects such as NG16 hydraulic valve body and cover casting and 4WEH16 hydraulic valve manufacturing project , which demonstrate our capability in complex internal structure casting.
4. Core Finishing & Inspection
Although core production is automated, manual finishing is necessary to remove burrs and ensure quality before assembly.
5. Mold Assembly
Cores are placed into molds to form the complete internal and external structure before casting.

Semi-finished sand cores and casting components are stored in an organized workshop before final processing.
6. Melting and Pouring
Once the mold and cores are prepared, molten metal is poured into the mold cavity through a gating system. This step requires precise temperature control and pouring speed to avoid defects such as porosity, shrinkage, or misruns.
The quality of this stage directly determines the structural integrity and mechanical properties of the final valve casting.
Controlled pouring is critical for hydraulic valve components, as it directly affects internal density and sealing performance. For example, in our Vietnam hydraulic valve trial order project , we optimized pouring parameters to ensure stable casting quality for trial production.
7. Cooling and Solidification
After pouring, the molten metal is allowed to cool and solidify inside the mold. Proper cooling time is critical to avoid internal stress, cracks, or deformation.
Controlled cooling ensures the casting achieves the desired microstructure and mechanical strength before further processing.
8. Shakeout and Sand Reclamation
After solidification, the casting is separated from the sand mold through the shakeout process. Residual sand is removed, and reusable sand is collected and processed through reclamation systems.
Modern sand reclamation systems improve production efficiency, reduce material waste, and support environmentally friendly manufacturing practices.

Shakeout and sand reclamation systems efficiently remove sand and enable reuse, improving both productivity and sustainability.
9. Surface Cleaning and Shot Blasting
After shakeout, the casting surface is cleaned to remove adhered sand, oxides, and impurities. Shot blasting is commonly used to improve surface finish and prepare the casting for machining or coating.
This step ensures better appearance, improved bonding for coatings, and enhanced product quality.

10. Sand Blasting (Fine Surface Finishing)
For smaller parts or critical surfaces, manual blasting is used for precise finishing.

11. Machining & Secondary Processing
After cleaning, castings may undergo machining operations such as drilling, milling, or CNC finishing to meet final tolerances.

12. Quality Control & Inspection
Final inspection ensures that each valve casting meets strict dimensional and mechanical requirements. Common inspection methods include:
- Dimensional measurement
- Hardness testing
- Metallographic analysis
- Visual and surface inspection
These quality control procedures guarantee reliability and performance in demanding industrial applications.

Hardness Testing & Metallographic Analysis


- hardness-tester-and-metallographic-microscope.jpg
- metallographic-testing-casting-structure.jpg
Advanced testing equipment such as hardness testers and metallographic analysis systems ensure consistent casting quality.
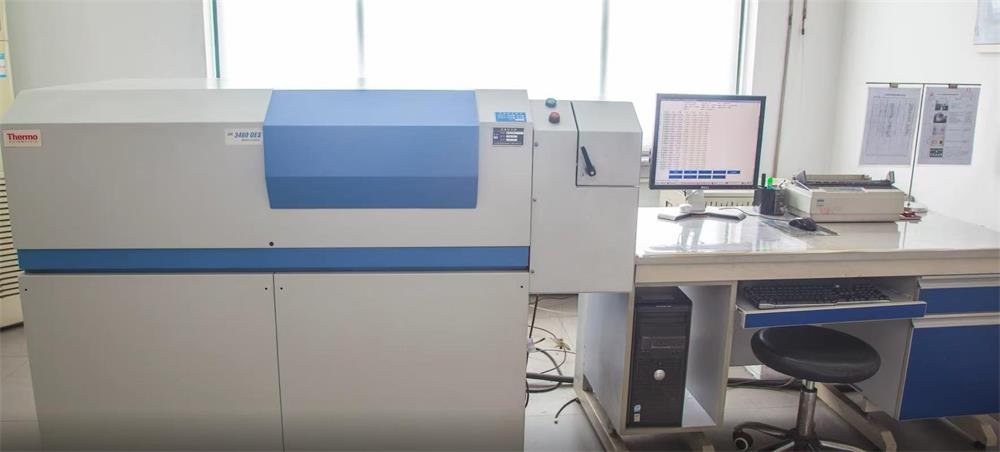
Our in-house laboratory is equipped with spectrometers, hardness testers, and metallographic microscopes to ensure material accuracy and product performance.
Strict quality inspection is essential for hydraulic valve castings to ensure sealing performance and dimensional accuracy. Our inspection capabilities are also highlighted in hydraulic sand casting projects , where multiple inspection methods are applied before delivery.
13. Warehouse & Storage
Finished or semi-finished products are stored in organized warehouse systems for efficient handling.
14. Packing & Delivery
Products are securely packed using cartons and pallets to ensure safe transportation.

Conclusion
From raw material verification to final inspection, every step of the sand casting process is carefully controlled. With nearly 20 years of experience and long-term cooperation with reliable partner factories, we provide consistent quality and stable supply for industrial valve components.
Learn More About Our Valve Casting Expertise
To better understand our technical capabilities, you can also read:
- Hydraulic Valve Casting Development and Engineering Expertise
- Complete Guide to Valve Casting Processes and Materials
Why Choose Our Valve Sand Casting Factory
With advanced equipment, experienced engineers, and strict quality control systems, we provide reliable and cost-effective valve casting solutions for global customers.
From raw material control to final inspection, every step is carefully managed to ensure consistent quality and long-term performance.
👉 If you have custom valve casting requirements, feel free to send us your drawings for evaluation.






