

What Are Casting Foundry Defects?
Casting defects are irregularities or imperfections that occur during the metal casting process. These defects can affect the mechanical properties, surface quality, and structural integrity of cast components.
Casting defects may occur due to issues related to mold design, metal pouring temperature, material composition, or solidification conditions. In many cases, proper foundry practices and process control can significantly reduce these defects.
Understanding the causes of common casting defects helps manufacturers improve product quality and reduce production costs.
Main Categories of Casting Defects
Metal casting defects can appear in different forms depending on process conditions and mold design.
Most casting defects can be grouped into several main categories:
• Gas defects
• Shrinkage defects
• Mold material defects
• Pouring metal defects
• Metallurgical defects
Each category is caused by different factors during the casting process and requires different prevention methods.
Choosing an experienced metal casting manufacturer is important to reduce casting defects and ensure stable production quality.
Casting Defects Chart
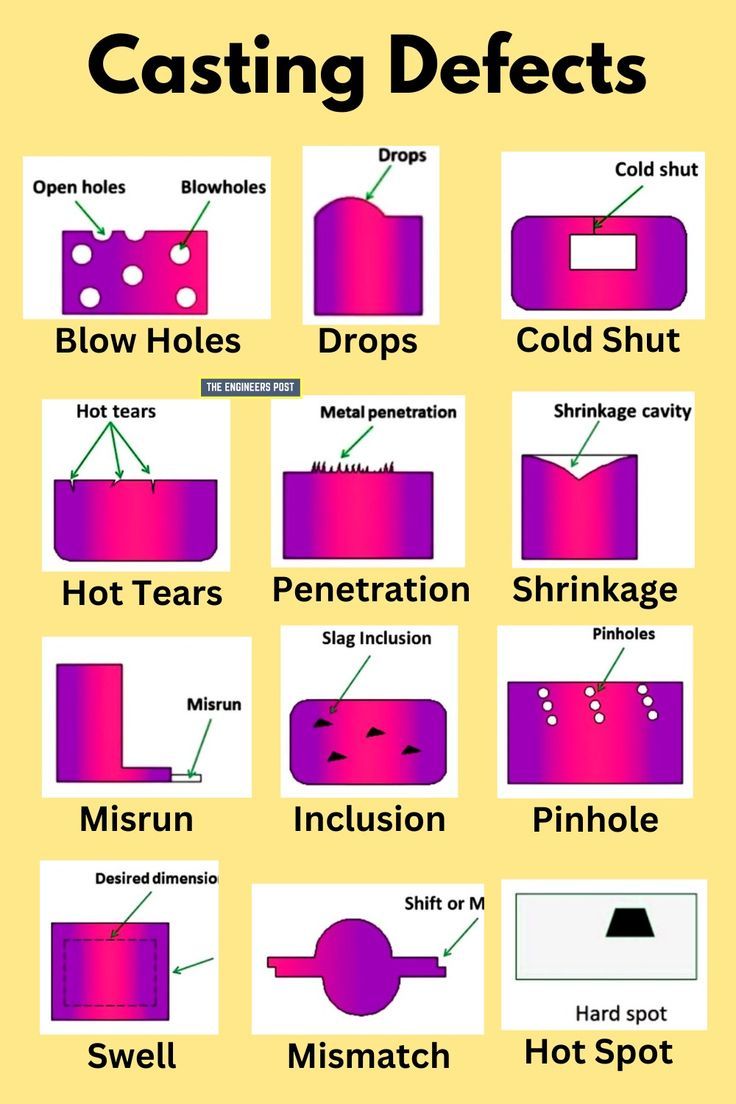
Common Casting Defects in Foundry Production
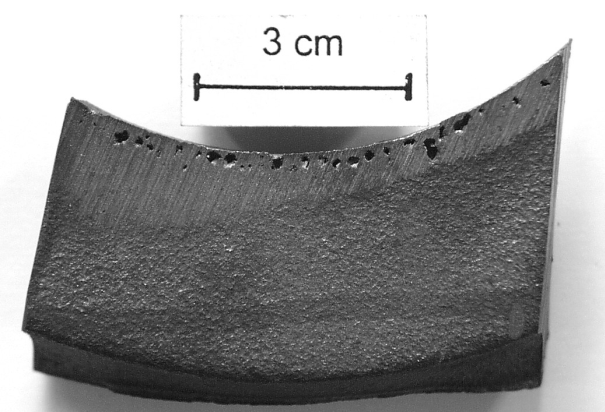
1 Gas Porosity
Gas porosity occurs when gas bubbles become trapped inside molten metal during solidification. These pores can appear on the surface or inside the casting and may reduce the mechanical strength of the part.
Typical causes include:
• Excess gas in molten metal
• Poor mold ventilation
• Moisture in molding sand
2 Shrinkage Defects
Shrinkage defects occur when molten metal contracts during solidification and insufficient metal is available to fill the cavity.
These defects may appear as:
• shrinkage cavities
• shrinkage porosity
• micro-shrinkage
They usually occur in thick sections or hot spots of the casting.
3 Cold Shut
A cold shut occurs when two streams of molten metal meet but fail to fuse properly, leaving a visible line or weak seam in the casting.
Common causes include:
• low pouring temperature
• poor gating design
• slow metal flow
4 Misrun
Misrun defects occur when molten metal fails to completely fill the mold cavity, leaving an incomplete casting.
Typical causes include:
• insufficient metal fluidity
• thin casting sections
• low pouring temperature
5 Sand Inclusion
Sand inclusions occur when sand particles from the mold enter the molten metal and become trapped inside the casting.
This usually results from:
• weak mold strength
• high metal flow velocity
• improper molding sand preparation
Casting Defects Chart
Common Casting Defects and Their Causes
| Casting Defect | Typical Causes | Possible Solutions |
|---|---|---|
| Gas Porosity | Excess gas in molten metal, poor mold ventilation, moisture in sand | Improve mold venting, degas molten metal, control sand moisture |
| Shrinkage Cavity | Metal contraction during solidification, insufficient feeding | Optimize riser design, improve feeding system |
| Cold Shut | Low pouring temperature, slow metal flow, poor gating design | Increase pouring temperature, improve gating system |
| Misrun | Molten metal does not fully fill mold cavity | Increase fluidity, adjust mold design |
| Sand Inclusion | Sand particles entering molten metal | Improve mold strength and sand quality |
| Slag Inclusion | Non-metallic impurities trapped in metal | Improve metal refining and filtering |
| Hot Tears | Stress during solidification, poor mold design | Improve casting design and cooling control |
Casting defect analysis plays an important role in improving foundry production quality. By identifying the causes of defects and optimizing casting processes, manufacturers can significantly reduce scrap rates and improve the reliability of cast components.
How Foundries Prevent Casting Defects
Modern foundries use several methods to reduce casting defects:
• optimized gating and feeding systems
• controlled pouring temperature
• degassing treatment of molten metal
• improved mold design and ventilation
• simulation software for casting analysis
These techniques help ensure consistent casting quality and reduce scrap rates.
Why Casting Defect Analysis Is Important
Casting defect analysis helps manufacturers:
• improve casting quality
• reduce production costs
• optimize mold design
• increase product reliability
In many industries such as automotive, machinery, and energy equipment, controlling casting defects is essential to ensure product performance.
Seven Defects in detail
First, air holes (bubbles, boring holes, air pockets)

Reasons:
1. The mould preheat temperature is too low, and the liquid metal is cooling too quickly through the pouring system.
2. Mold exhaust design is terrible; the gas cannot be discharged smoothly.
3. The painting is not good, its exhaust system is not sound, and even the painting will volatilize and decompensate the gas.
4. There are holes and pits on the surface of the mould cavity. After the liquid metal is injected into the hole and the pit, the gas rapidly expands and compresses the liquid metal to form a boring hole.
5. The surface of the mould cavity is rusted and has not been cleaned.
6. The raw material (sand core) is stored improperly without preheating before use.
7. Poor deoxidizer, insufficient amount, improper operation and so on.
Prevent method:
1. The mould should be fully preheated, the particle size of the coating (graphite) should not be too fine, and then the permeability will be better.
2. Using the tilt pouring casting method.
3. Raw materials should be stored in a dry and ventilated place, and must warm up before use.
4. Select a deoxidizer (magnesium) with a good deoxidation effect.
5. Pouring temperature should not be too high.
Second, the shrinkage hole.

Reasons:
1. Mold temperature control does not meet the directional solidification requirements;
2. Inappropriate paint selection, poor control of paint layer thickness in different places;
3. The position of the casting in the mould is not properly designed;
4. The pouring gate design failed to achieve sufficient feeding;
5. Pouring temperature is too low or too high.
Prevent method:
1. Increase the temperature of abrasives;
2. Adjust the thickness of the paint layer. The paint spray should be uniform. When the paint is off, repainting can not form a local painting accumulation phenomenon;
3. Partial heating of the mould or partial insulation with insulation material;
4. Inlaid copper block at the hot section, chilling in the partial area of the part;
5. Design the heat plate on the mould, or through the water to accelerate the cooling rate in partial areas, or spray water or mist on the mould;
6. Use removable chilled cold block, placed in the cavity in turn, to avoid the chilling block cooling insufficient while during the continuous production;
7. Design the pressure device in the pouring gate;
8. Pouring system design to be accurate. Select the appropriate pouring temperature.
Third, Dregs (flux slag or metal oxide slag)

Reason:
The slag eye is mainly caused by the alloy smelting process and the investment process (including the incorrect design of the gating pouring system). The slag hole is not caused by the mould itself, and the metal mould is one of the effective methods for avoiding the slag hole.
Control methods:
1. The casting foundry system is set up correctly, or use a cast fibre filter system.
2. Using the tilt pouring method.
3. While choosing flux, strict quality control.
Fourth, cracks (hot cracks, cold cracks)
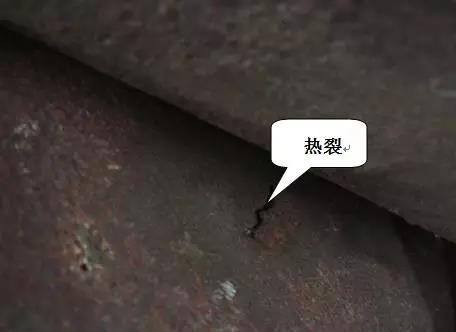
Reason:
Metal mould casting is prone to crack defects because the metal mould itself does not have concealing ability, the cooling speed is quick, and it quickly leads to increased internal stress of the casting. The opening type is too early or too late. The pouring angle is too small or too large. The coating layer is too thin, etc. also caused the cracks. And cracks are easily caused when the mould cavity itself has cracks.
Control methods:
1. should pay attention to the foundry casting structure of the process, need to do the uniform transition of the uneven thickness of the casting parts, using the appropriate fillet size.
2. Adjust the thickness of the paint as far as possible so that the casting parts achieve the required cooling rate to avoid forming too much internal stress.
3. Should pay attention to the working temperature of the metal mould, adjust the mould slope, and timely draw out the core, pick out the casting part for cooling.
Fifth, cold septum (Poor melting)

Reason:
1. The metal mould exhaust design is unreasonable;
2. The working temperature of the casting foundry is too low;
3. Coating quality is not good (Human factors, Material factors);
4. The pouring gated opened improperly;
5. The pouring speed is too slow.
Control methods:
1. The correct design of the runner and exhaust system;
2. For the large area of thin-walled castings, paint should not be too thin, an appropriate thickening paint layer is conducive to moulding;
3. Appropriate to increase the mould temperature;
4. Using the tilt casting method;
5. Use the method of mechanical vibration metal casting.
Six, sand eyes (sand hole)

Reason:
The sand eyes formed on the surface of the casting part. The sand particle is surrounded by the copper liquid and drops on the surface of the casting to form holes.
1. The sand core surface strength is not good, scorched, or not completely solidified.
2. If The size of the sand core does not match the outer mould, crush the sand core when closing the mould.
3. The mould of the casting foundry has been contaminated with sand-contaminated graphite water.
4. The sand rubbed off from the sand core at the ladle and runner is flushed into the cavity with copper water.
Control methods:
1. The sand core is manufactured strictly according to the process, and quality is checked;
2. The sand core must suit the size of the outer mould;
3. If it is the ink, it must be cleaned in time;
4. To avoid the friction between the pouring bag and the sand core;
5. When making the sand core of the casting foundry, you must blow clean sand in the mould cavity.
Looking for a Reliable Metal Casting Foundry?
If you are sourcing custom metal casting components, our engineering team can help review your drawings and recommend the most suitable casting process.
Send us your drawings, material requirements, and estimated quantity, and we will provide a professional quotation and manufacturing solution.