

Custom Plastic PVC Profile Channel Extrusion Coextrusion
Yutung custom plastic PVC profile extrusion channel coextrusion factory has more than 3,000 square meters of production workshop, a variety of plastic processing equipment, more than 20 production lines, advanced production technology and a strict quality management system, and has a strong ability in scientific and technological development, the products are exported to all parts of the country and the middle east, South Korea, Japan, USA, Israel etc.
Specializing in producing various types of plastic profile extrusion (request) out of products, with 30 professional plastic machines. Including PVC, UPVC, PP, PE, PS, ABS, TPU, TPE, TPR, PMMA, HIPS, PC and other engineering plastics. We develop various moulds according to customer requirements, producing plastic profiles, pressure g lampshades, plastics Extrusion, transparent price tags, LED lampshades, PMMA lampshades, plastic extrusion profiles, plastic coextruded PVC profiles extrusion and other products. Mainly used in refrigerators, air conditioners, automobiles, audio, building materials, communications, electricity, furniture, kitchen cabinets, interior decoration, lighting, picture frames, electronics and other industries.
PVC plastic extrusion process mainly from - the selection of raw materials - the choice of extruder - process considerations:
The following is the PVC profile extrusion pipe extrusion process for your reference:
Production Process Raw Material + Additive Preparation → Mixing → Feeding and Feeding → Forced Feeding → Cone Twin-screw Extruder → Extrusion Molding → Sizing Set → Spray Vacuum Setting Box → Immersion Cooling Water Tank → Ink Printing Machine → Crawler Traction Machine→lift knife cutting machine→pipe stacking rack→finished product inspection packaging.
The PVC profile extrusion pipe is formed using SG-5 type PVC resin, and stabilizers, lubricants, fillers, pigments, etc. are added. These raw materials are kneaded according to the recipe after proper processing. If the extrusion pipe adopts a single screw extruder, it should let kneaded powder granulated and then extrude; if a twin-screw extruder is used, the powder can be directly formed. In addition, the production process can be different from the above shown, that is, take the powder now extrusion pipe without granulation, but should pay attention to two points: First, the direct extrusion of the powder is best to use twin-screw extruder, because the powder and the pellets are less than one time, the shearing and plasticizing process is reduced. Therefore, the twin-screw extruder can strengthen the shear plasticization to achieve the desired effect. Second, the pellets are denser than the powder. After heating, the poor thermal conductivity, so the processing temperature of the powder can be about ten °C lower than the processing temperature of the corresponding pellets.
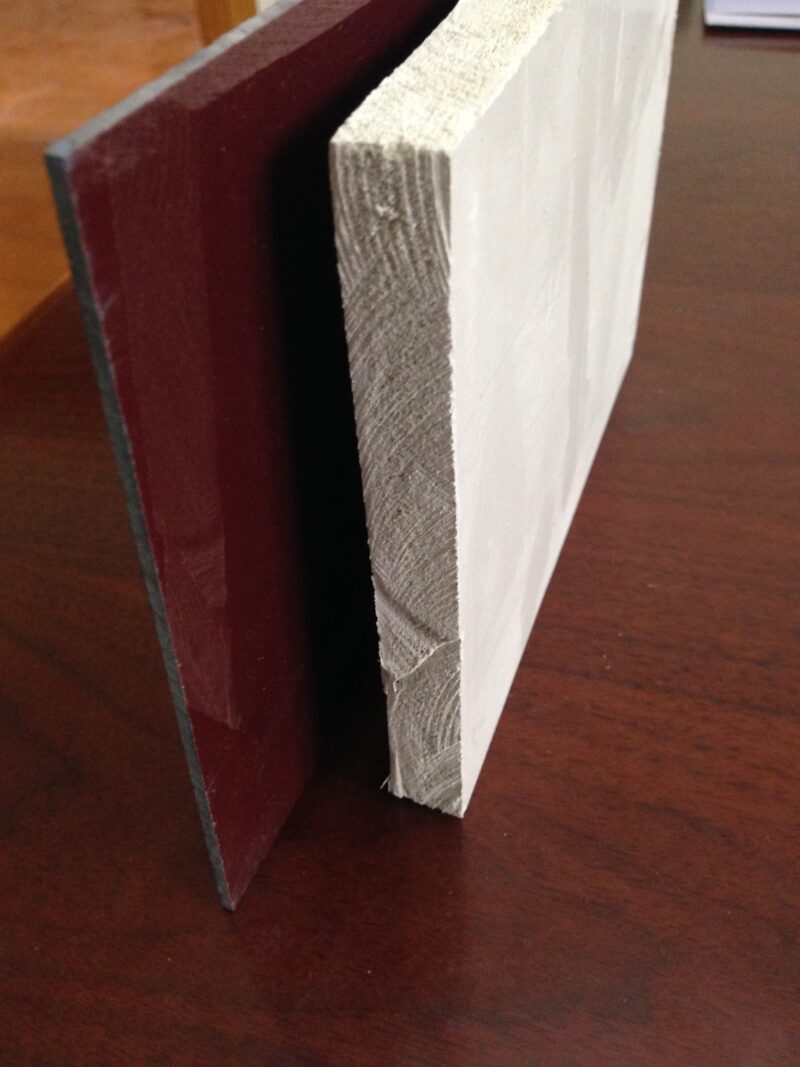
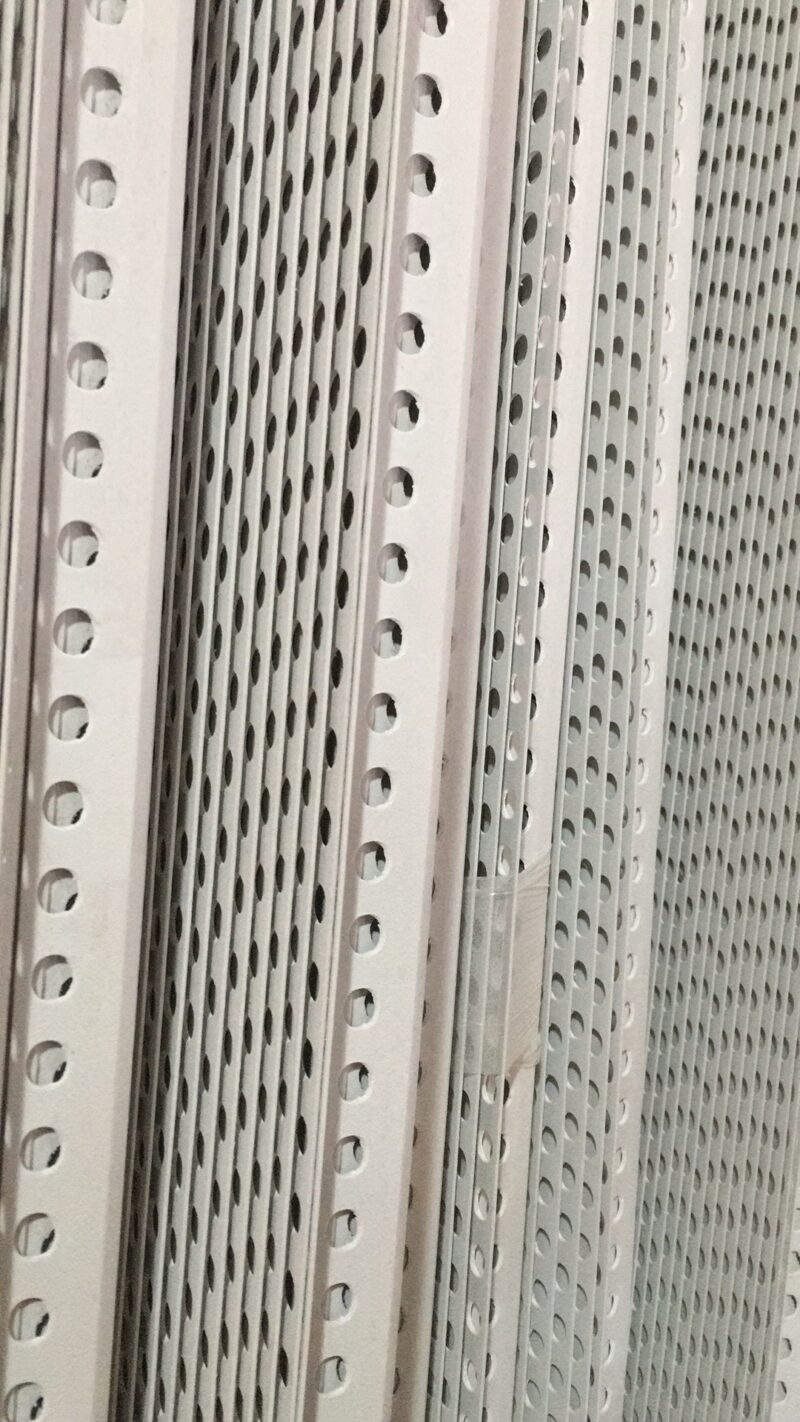
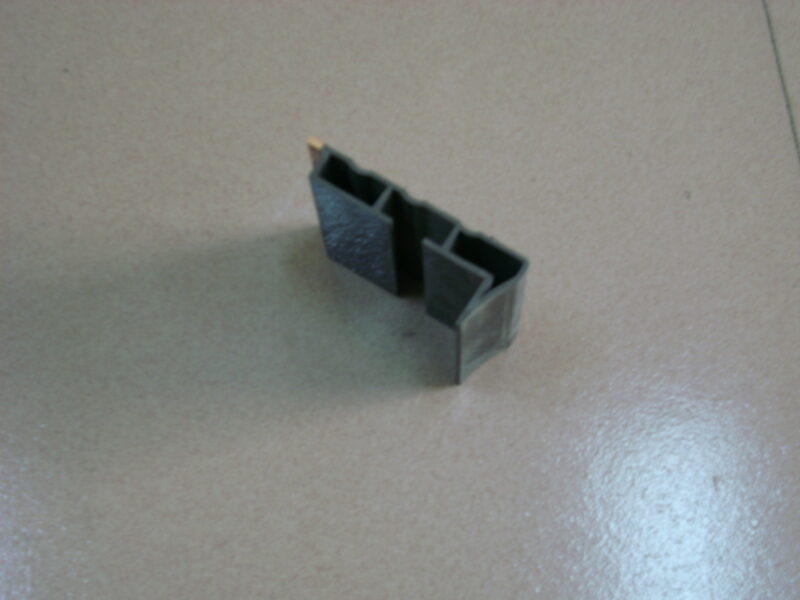
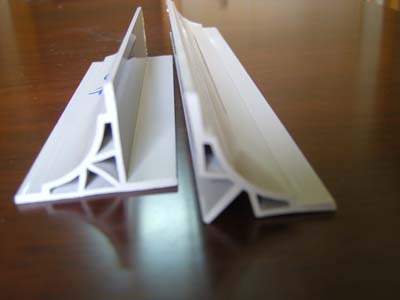
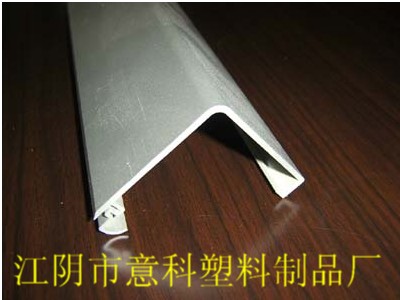
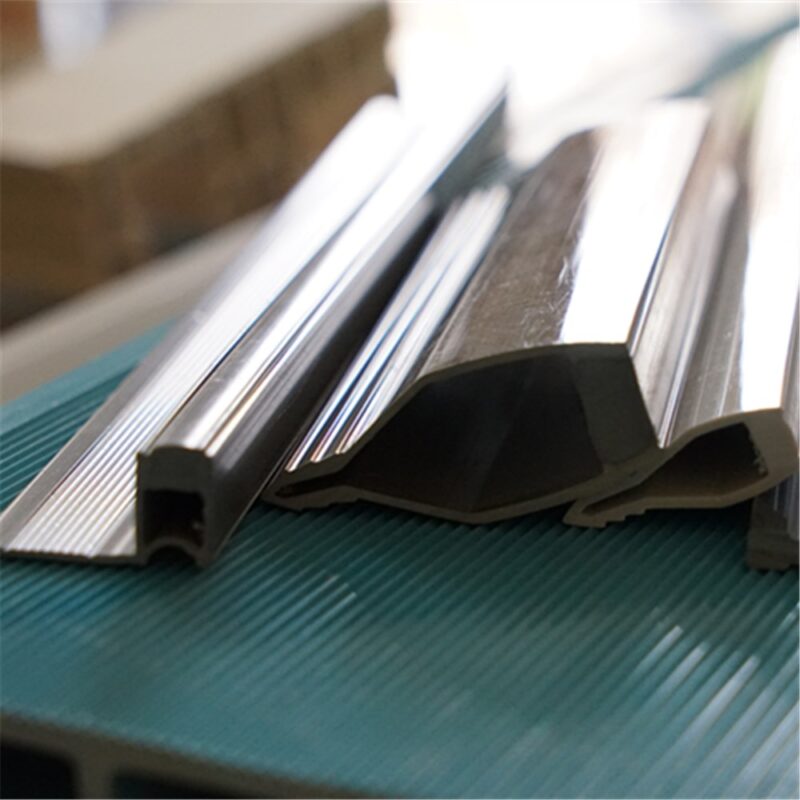
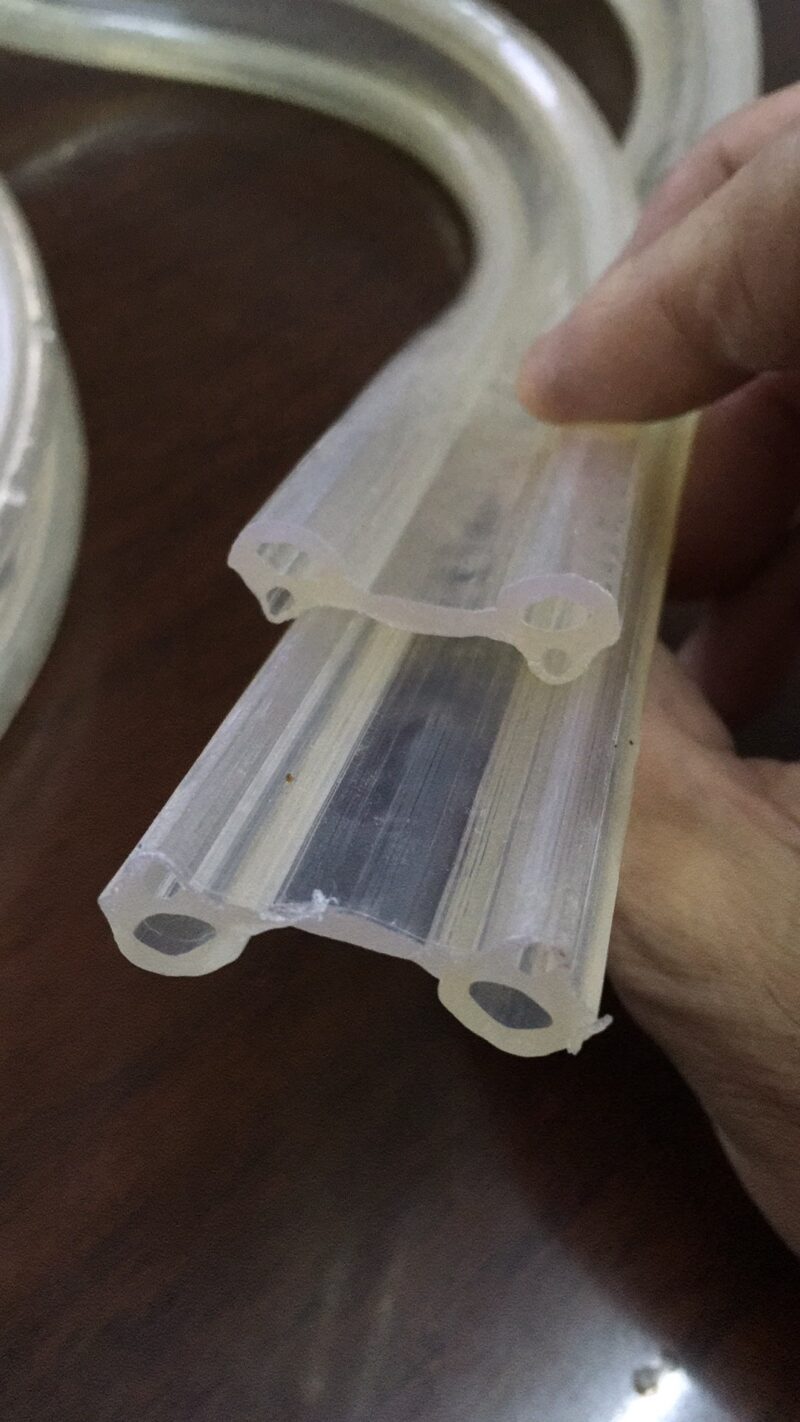
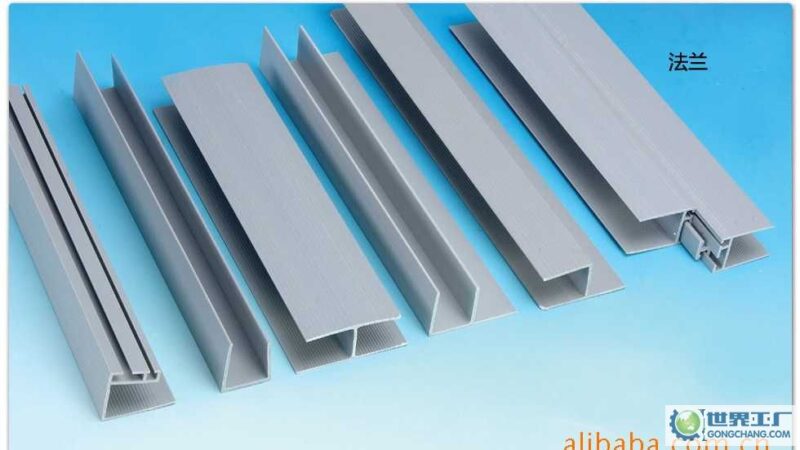
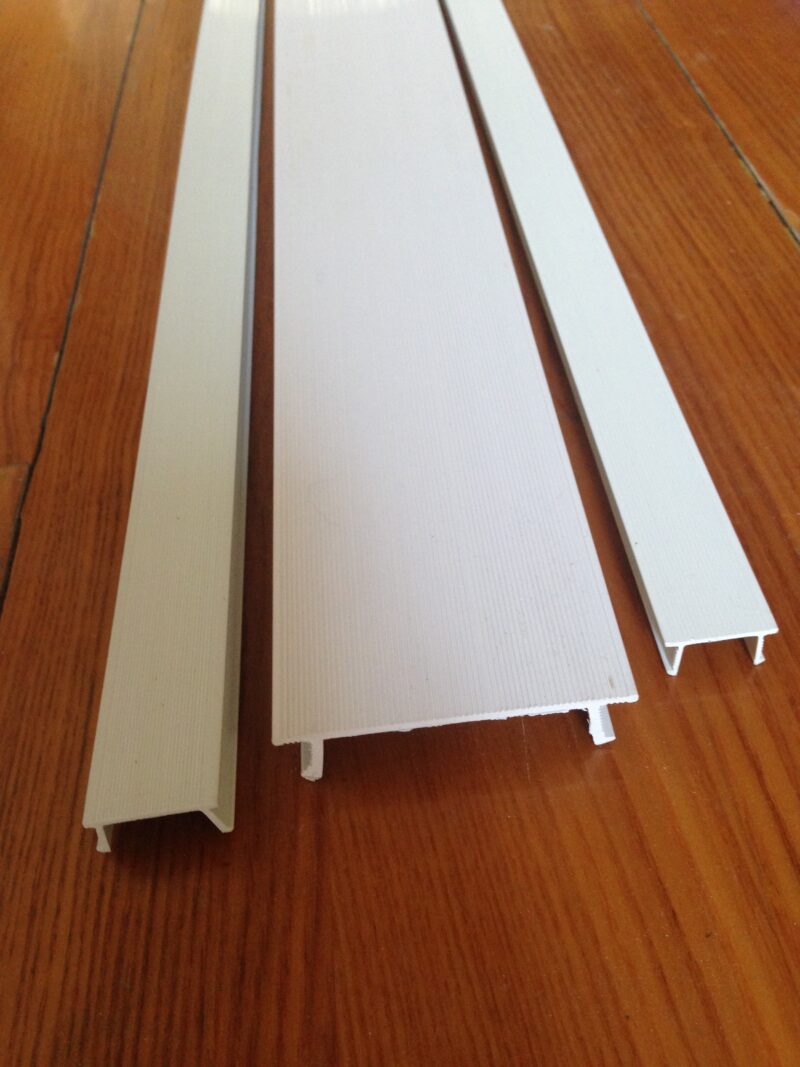
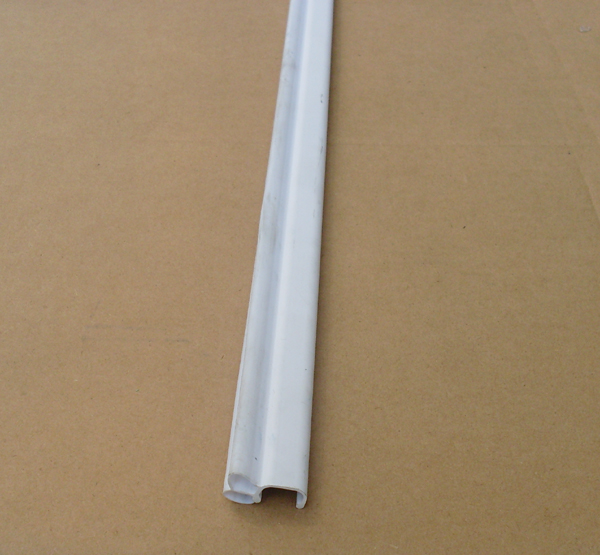
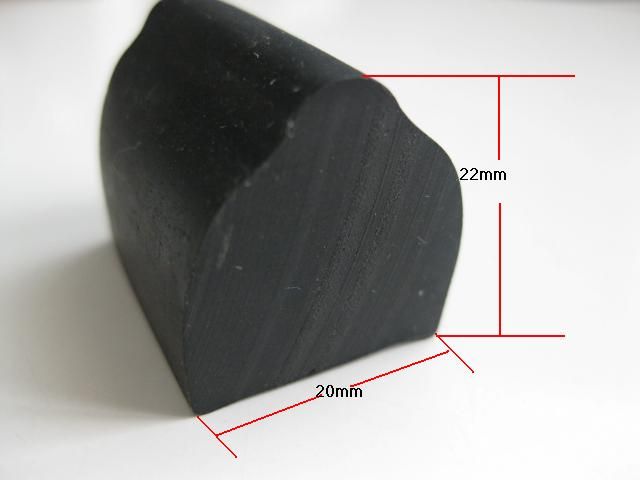
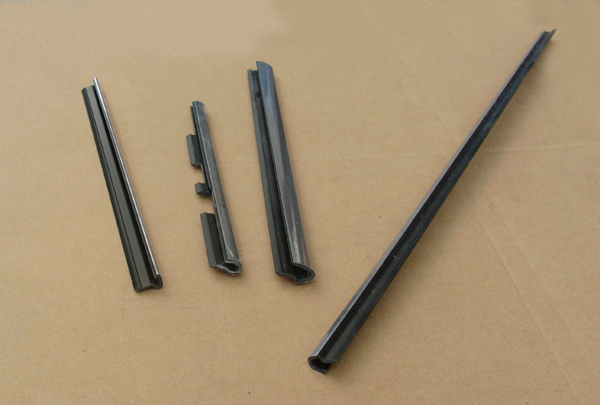
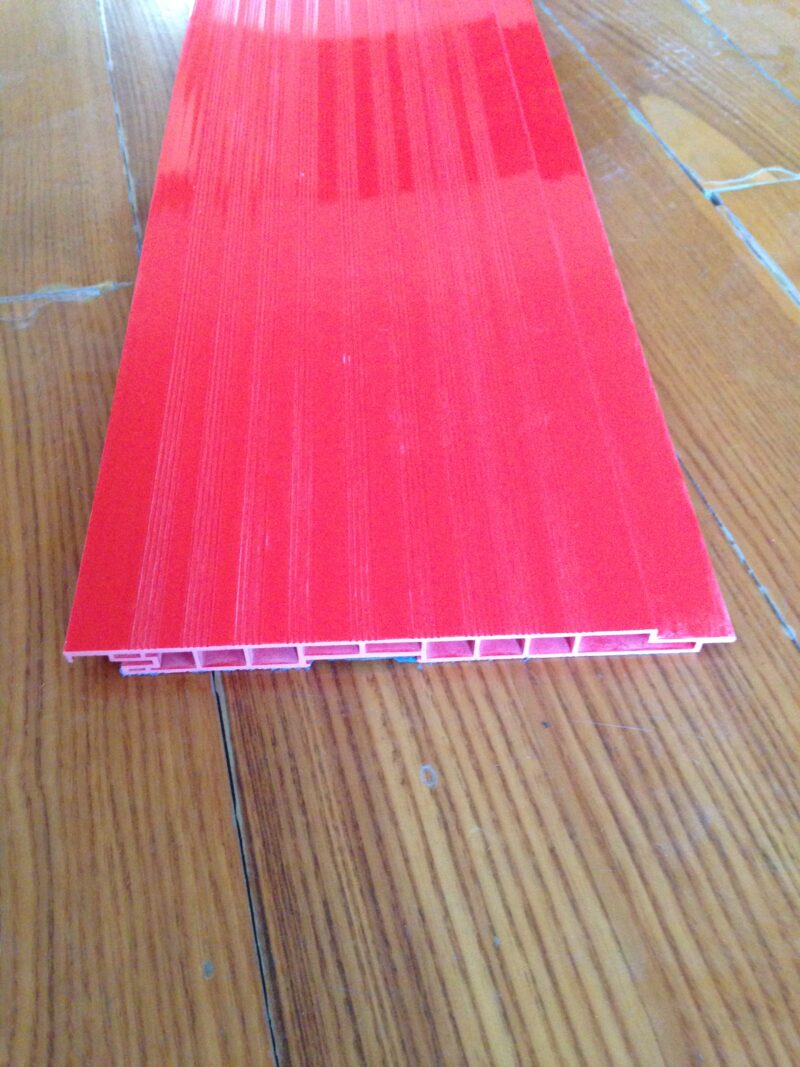
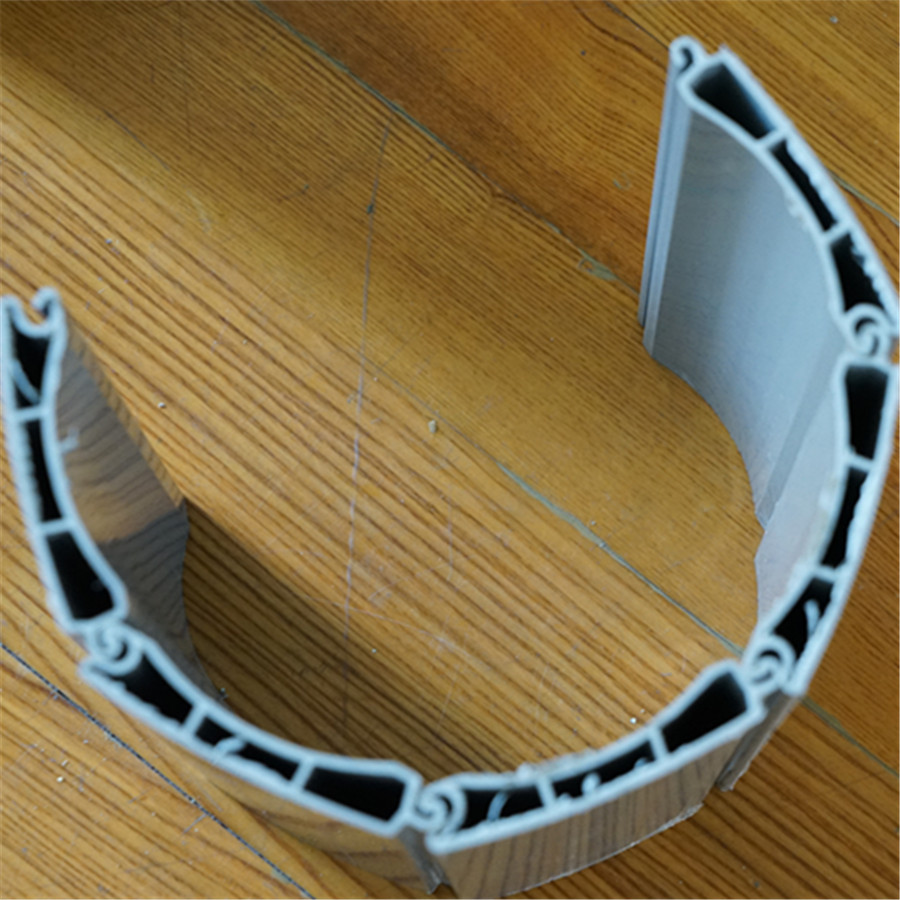
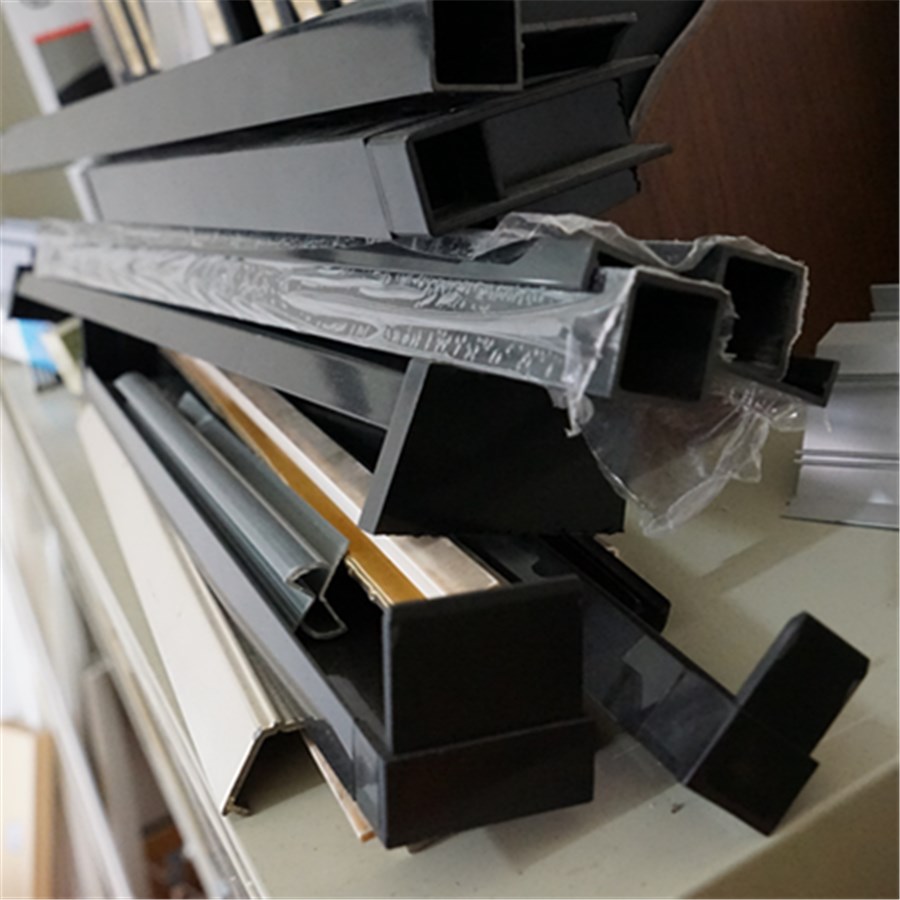
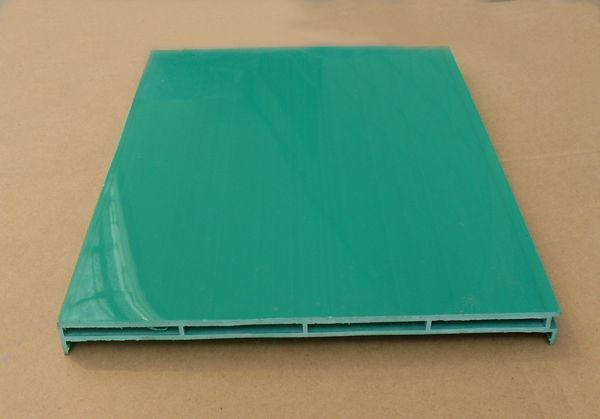
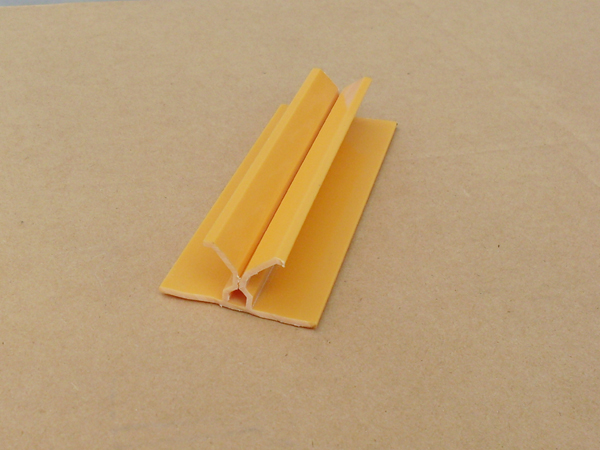
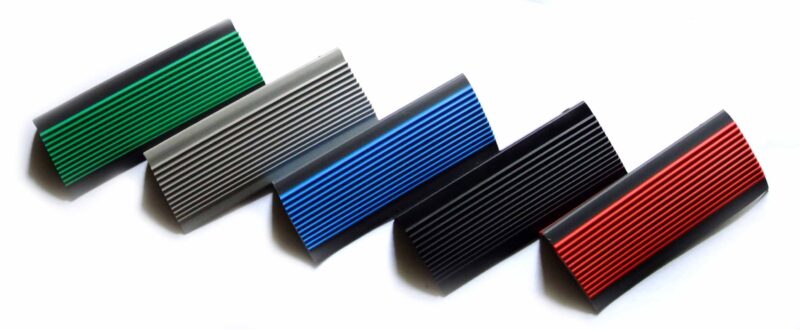
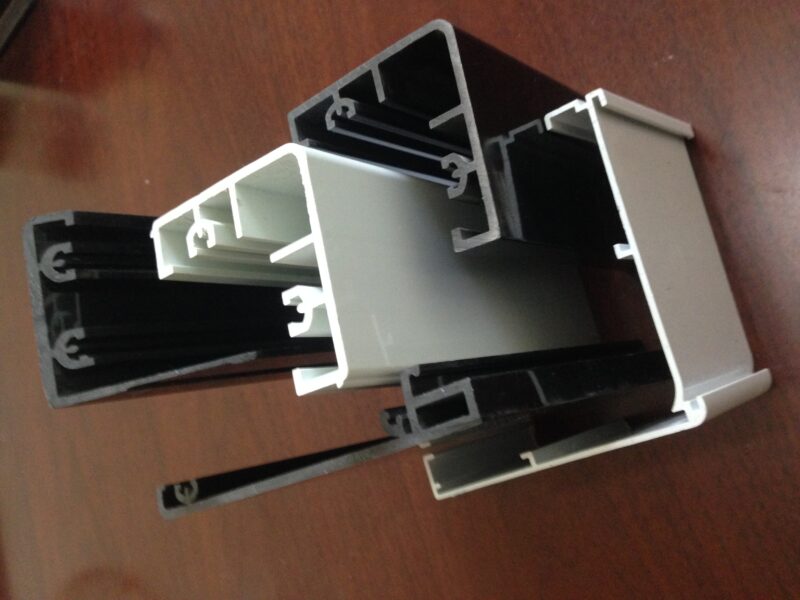
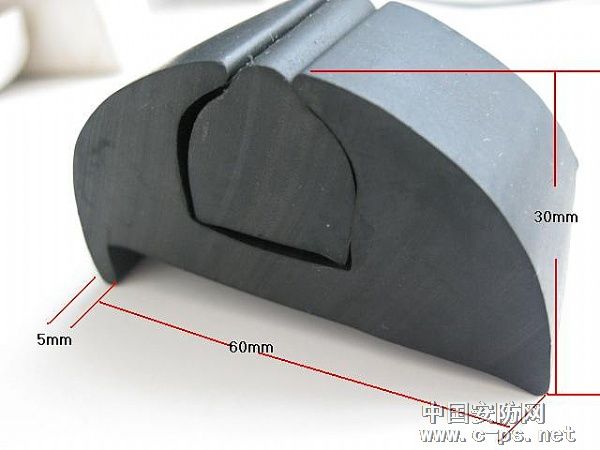
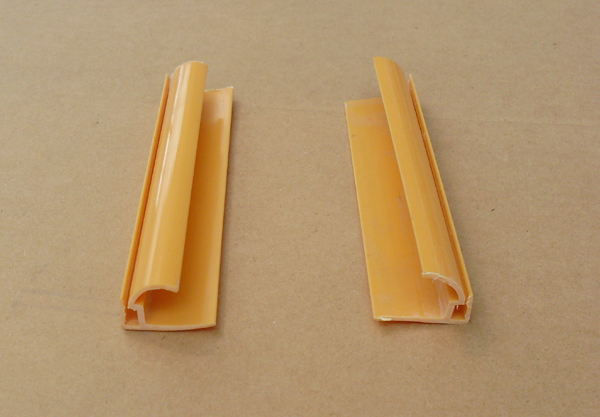
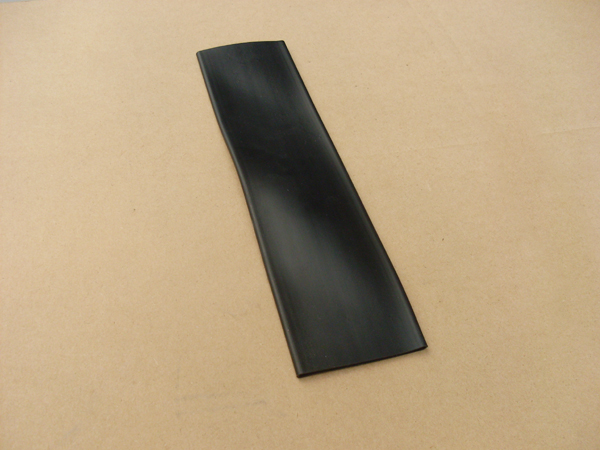
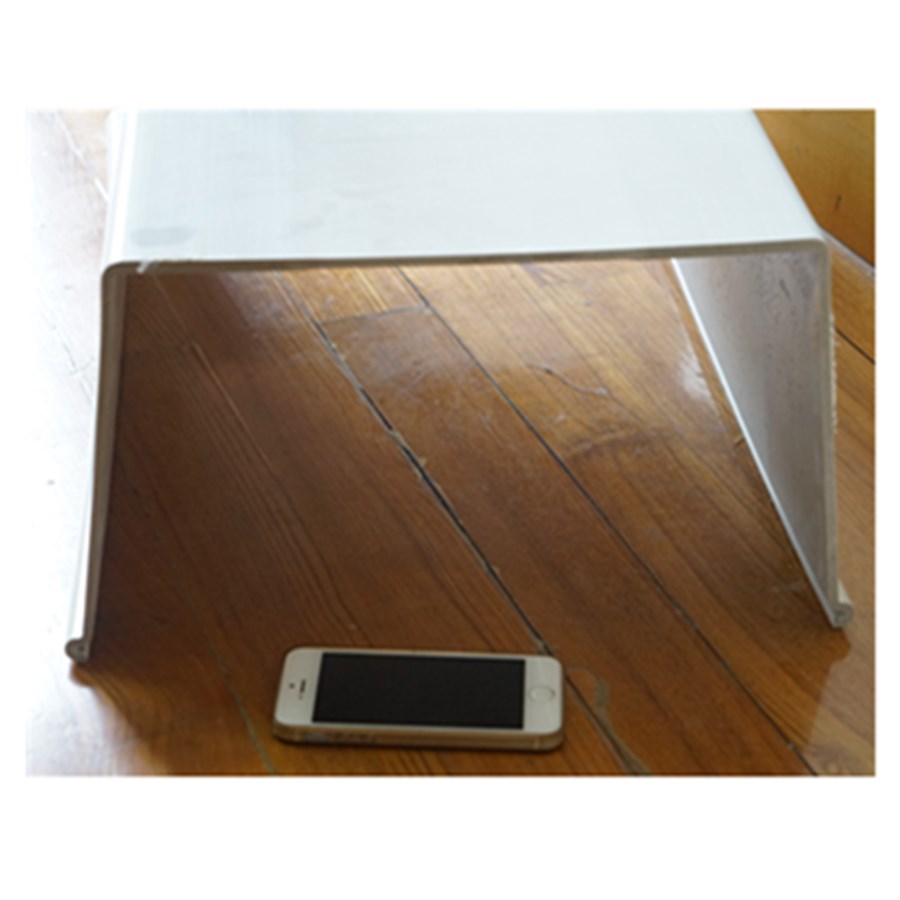
The following is the product for the plastic PVC profile extrusion made in our factory:
Plastic PVC Profile Extrusion Process Control:
In the production process, since PVC is a heat-sensitive material, even if the heat stabilizer is added, the decomposition temperature can only be increased, and the stabilization time can be prolonged without decomposing. This requires that the moulding processing temperature of PVC should be strictly controlled. Especially RPVC, its processing temperature and decomposition temperature is very close, often due to improper temperature control caused by decomposition. Therefore, the extrusion temperature should be determined based on factors such as formula, extruder characteristics, head structure, screw speed, the position of temperature measurement point, error of temperature measurement instrument and depth of temperature measurement point.
(1) Temperature control of PVC profile extrusion:
Temperature is an essential factor influencing the quality of plasticization and product quality. The temperature is too low, the plasticization is poor, and the appearance and mechanical properties of the pipe are poor. After the shunt holder, the weld marks are apparent, or the welds have low strength.
Due to the thermal stability of PVC’s poor performance, decomposition occurs when the temperature is too high, resulting in discolouration and scorching, making operation impossible. The specific temperature should be determined according to the raw material formula, extruder and head structure, screw speed operation and other comprehensive conditions.
(2) Screw cooling of PVC profile extrusion:
Because RPVC melt has large viscosity and poor fluidity, to prevent the screw from heating due to excessive frictional heat, causing the screw binder to decompose or make the inner wall of the pipe rough, the screw temperature must be reduced so that the material can be plasticized. The inner surface of the tube is bright and improves the quality of the inside and outside of the tube. The screw temperature is generally controlled between 80 and 100°C. If the temperature is too low, the back pressure increases, the output decreases, and even accidents in which the material cannot be squeezed out may damage the screw bearing. Therefore, the screw cooling should control the outlet water temperature not lower than 70~80°C. The cooling method is water cooling with a copper pipe inside the screw.
(3) Screw speed of PVC profile extrusion:
The speed of the screw speed is related to the quality and output of the pipe. The speed of the screw is adjusted according to the extruder’s specifications and the pipe’s specifications. In principle, the giant machine squeezes the small tube, and the rotational speed is low: the small machine squeezes the large tube, and the rotational speed is high. General ф 45 single screw extruder, screw speed, is 20~40r/min, ф90 single screw extruder, screw speed is 10~20r/min; twin screw extruder is 15~30r/min. Although increasing the screw speed can increase the output for a certain period of time, if the production is too high and the material and screw structure are not changed, the material will be plasticized, the pipe wall will be rough, and the pipe strength will be reduced.
(4) The sizing pressure and degree of vacuum of PVC profile extrusion:
The temperature is still high when the tube blank is extruded out of the die. To obtain a lower roughness, the correct size and geometry of the tube, the tube must be immediately sized and cooled as it exits the die. RPVC pipe generally adopts the method of external pressure outer diameter. The compressed air in the pipe makes the outer surface of the pipe close to the inner wall of the sizing sleeve and maintains a certain roundness. Generally, the compressed air pressure ranges from 0.02 to 0.05 MPa, and the pressure requirement is stable. A storage cylinder is provided to stabilize the compressed air pressure. The pressure is too small, the pipe is not round, and the pressure is too enormous. First, the gas plug is easy to damage and cause air leakage. The second is the easy cooling of the mandrel, which affects the quality of the pipe. The pressure suddenly changes, and the pipe becomes bamboo-shaped. If a vacuum gauge is adopted, the vacuum degree is about 0.035~0.070Mpa.
(5) Traction rate of PVC profile extrusion:
Traction rate directly affects the output of pipe production and, at the same time, affects the pipe wall thickness. Unsteady traction rate will cause the pipe diameter to appear large and small. The pulling speed should closely match the extrusion rate of the pipe. In average production, the pulling speed should be slightly faster than the extrusion line speed by 1% to 10%. The slower the traction rate, the thicker the pipe wall, the quicker the traction rate, and the thinner the pipe wall, it will also increase the longitudinal shrinkage of the pipe and the internal stress, which will affect the pipe size, pass rate and use effectively. The following simple method can adjust the traction rate in production. The extruded pipe is placed in the traction track, but the track does not clamp the pipe, and the difference between the track and pipeline speed is observed. If the traction rate is slower than the extrusion rate, the speed should be adjusted to the wall. Thickness meets the requirements.

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}