


Introduction
Metal casting is a manufacturing process in which molten metal is poured into a mold and allowed to solidify to form a desired shape. This method is widely used for producing complex metal components that would be difficult or expensive to manufacture by machining alone.
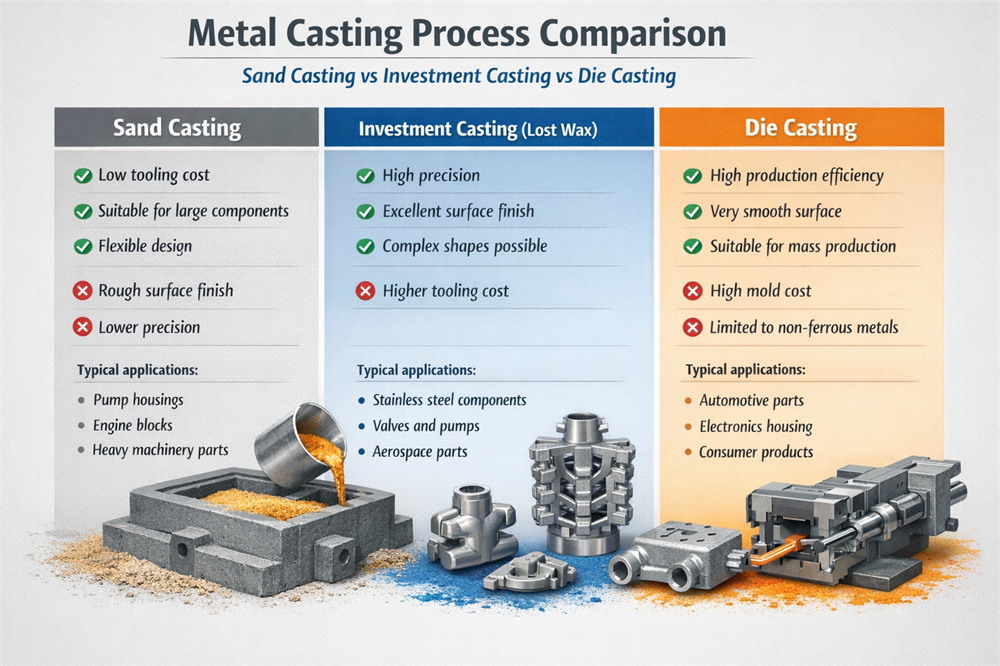
There are several types of casting processes used in modern manufacturing. The most common methods include sand casting, investment casting, and die casting. Each process has different advantages depending on the product design, material, production volume, and required precision.
Understanding the differences between these casting processes can help manufacturers choose the most suitable method for their projects.
Types of Metal Casting Processes
Sand Casting
Sand casting is one of the oldest and most widely used casting methods. In this process, a mold is made from compacted sand, and molten metal is poured into the mold cavity to form the final part.
Advantages
-
Low tooling cost
-
Suitable for large components
-
Flexible design changes
-
Compatible with many metal alloys
Disadvantages
-
Rougher surface finish
-
Lower dimensional accuracy
-
More machining may be required
Sand casting is commonly used for large industrial components such as pump housings, engine blocks, and heavy machinery parts.
Investment Casting (Lost Wax Casting)
Investment casting, also known as lost wax casting, is a precision casting process that uses wax patterns coated with ceramic material to create molds.
This method allows manufacturers to produce complex parts with excellent surface finish and tight dimensional tolerances.
Advantages
-
High dimensional accuracy
-
Excellent surface finish
-
Suitable for complex geometries
-
Reduced machining requirements
Disadvantages
-
Higher tooling cost than sand casting
-
Longer production cycle
Investment casting is widely used for stainless steel components, aerospace parts, and precision mechanical components.
Die Casting
Die casting is a high-pressure casting process in which molten metal is injected into reusable steel molds (dies).
This process is commonly used for non-ferrous metals such as aluminum, zinc, and magnesium.
Advantages
-
Very high production efficiency
-
Excellent dimensional accuracy
-
Smooth surface finish
Disadvantages
-
High mold cost
-
Limited to certain alloys
-
Best suited for large production volumes
Die casting is widely used in automotive, electronics, and consumer products.
Comparison of Different Casting Processes
| Casting Process | Mold Type | Precision | Surface Finish | Production Volume |
|---|---|---|---|---|
| Sand Casting | Sand Mold | Medium | Rough | Low to Medium |
| Investment Casting | Ceramic Mold | High | Smooth | Low to Medium |
| Die Casting | Metal Mold | Very High | Very Smooth | High |
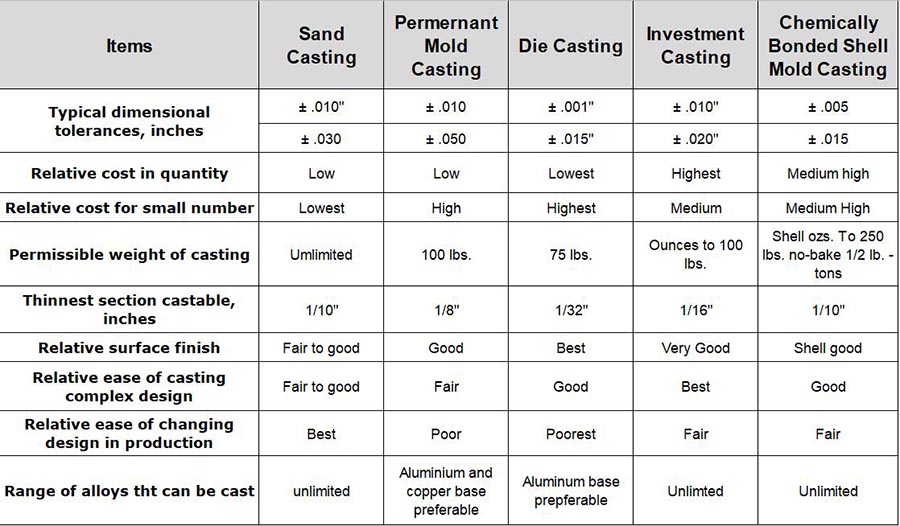
This comparison shows that each casting method has its own advantages depending on product requirements.
How to Choose the Right Casting Process
Choosing the right casting process depends on several factors including production volume, part complexity, surface finish requirements, and cost considerations.
Sand casting is suitable for large components and lower tooling cost.
Investment casting is ideal for precision components with complex geometry.
Die casting is commonly used for high-volume production with excellent dimensional accuracy.
When selecting a casting process, manufacturers typically consider several factors:
Product Complexity
Complex shapes and thin walls are better suited for investment casting.
Production Volume
Large production runs often use die casting due to high efficiency.
Cost Considerations
For large parts and low quantities, sand casting is usually the most cost-effective option.
Surface Finish Requirements
If a smooth surface and tight tolerance are required, investment casting is usually preferred.
Applications of Different Casting Processes

Different casting processes are used across many industries.
Common applications include:
-
Automotive components
-
Industrial machinery parts
-
Pump and valve components
-
Construction hardware
-
Marine equipment
Each application requires a suitable manufacturing process based on product requirements.
Custom Casting Solutions
At YT Industrial, we support customers with various casting processes including precision investment casting, sand casting, and machining services. Our team helps evaluate drawings, recommend suitable manufacturing methods, and ensure stable production quality.
If you are looking for a reliable casting manufacturer for custom metal parts, our engineering team can provide professional manufacturing solutions.
Request a Quote
If you need custom metal casting components, please send us your drawings and project requirements. Our team will review your design and recommend the most suitable casting process for your application.
Need help choosing the right casting process?
Our engineering team can recommend the most suitable manufacturing method based on your product design, material requirements, and production volume.
Request a quote or contact us for technical support.





